Sposoby obniżenia kosztów wytwarzania biżuterii z udziałem złota cz. 1. Platerowanie złotem
Sławomir Safarzyński
Złoto jest bardzo drogie. W ciągu pięciu ostatnich lat zdrożało prawie trzykrotnie. Niestety rynek spodziewa się dalszych podwyżek. Wysokie ceny złota wpływają na wielkość sprzedaży wyrobów jubilerskich. Sytuacja jest na tyle dramatyczna, że ponownie sięga się po rozwiązania z końca lat siedemdziesiątych ubiegłego wieku...
Kierunki poszukiwań technologii zmniejszających zużycie złota w procesie wytwarzania biżuterii
Złoto jest bardzo drogie. W ciągu pięciu ostatnich lat zdrożało prawie trzykrotnie. Niestety rynek spodziewa się dalszych podwyżek. Wysokie ceny złota wpływają na wielkość sprzedaży wyrobów jubilerskich. Sytuacja jest na tyle dramatyczna, że ponownie sięga się po rozwiązania z końca lat siedemdziesiątych ubiegłego wieku. W tamtym czasie mięliśmy również gwałtowny wzrost cen spowodowany działaniami spekulacyjnymi.
Udział ceny złota w cenie gotowego wyroby szacowany jest obecnie na 20–30%. Naturalne jest dążenie do obniżenia kosztów produkcji, kompensując tym podwyżkę ceny metalu szlachetnego. Współczesne złotnictwo coraz powszechniej oparte jest na montażu masowo produkowanych elementów. Koszty robocizny są obniżane przez przenoszenie produkcji do krajów o taniej sile roboczej lub przez zwiększenie stopnia automatyzacji. Jednak te rozwiązania wyczerpują powoli swój potencjał. Dalsze zwiększanie skali produkcji, z jednej strony wiąże się z zakupem coraz droższych urządzeń, z drugiej ograniczane jest zmniejszeniem popytu na gotowe wyroby. Wyczerpują się również rezerwy taniej siły roboczej.
Innym sposobem generowania oszczędności jest wytwarzanie biżuterii o możliwie jak najmniejszej wadze przy zachowaniu dotychczas oferowanego kształtu. Produkuje się elementy z coraz cieńszej blachy złotej, której grubość dochodzi nawet do 100 mikronów. Waga biżuterii wykonanej z takiego materiału nie przekracza 1 grama. Obniżenie grubości blachy wpływa jednak na jej właściwości mechanicznie. Nawet nowoczesne techniki obróbki cieplnej przy tej grubości nie są w stanie w dostateczny sposób poprawić tych właściwości.
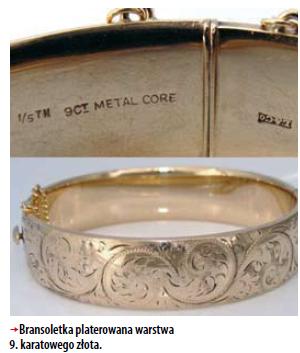
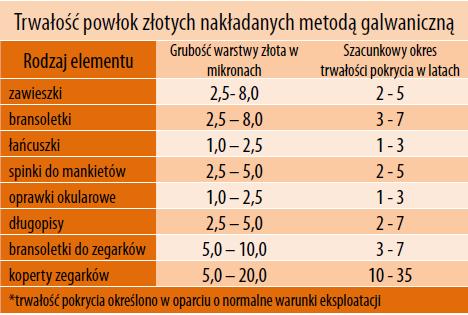
Innym podejściem do zmniejszenia ilości metalu szlachetnego w produkowanej biżuterii jest stosowania stopów o możliwie jak najniższej karatowości. W latach dziewięćdziesiątych XX wieku na popularności zyskały wyroby wykonane z 9. karatowego złota. Niestety taka biżuteria nie cechowała się dużą trwałością, gdyż niskokaratowe stopy złota są mało odporne na korozje. Te właśnie problemy spowodowały powrót do wyrobów wykonanych z wysokiej próby złota. Obecnie wyroby z 9 karatowego złota są coraz powszechniej pokrywane galwanicznie powłoką 24 karatowego złota.
Kolejnym sposobem na zaradzenie wzrostowi kosztów jest produkcja tzw. „dmuchanej biżuterii’ (wyroby złote wykonywane są z cienkiej blachy wysokiej próby złota). Technicznie realizowane jest to metodą galwanoplastyki lub platerowania na gorąco. Dzięki tym technikom możliwe jest uzyskanie warstw złota o grubości poniżej 100 mikronów przy zachowaniu odporności wyrobów na mechaniczne uszkodzenia. W przypadku platerów uzyskuje się to przez wykorzystanie właściwości mechanicznych rdzenia metalu nieszlachetnego, do którego przylega warstwa złota, a w przypadku galwanoplastyki właściwością mechaniczną samej warstwy osadzanego metalu szlachetnego. Prostszym rozwiązaniem jest produkcja biżuterii z tańszych materiałów i ich galwaniczne złocenie. Należy liczyć się ze wzrostem popularności wyrobów wykonanych ze złoconego srebra. Obecna sytuacja na rynku złota wpłynie na wzrost zainteresowania technikami platerowania na gorąco, metodami galwanoplastyki i galwanotechniki w produkcji biżuterii wykonanej ze złota. Z tego właśnie powodu pragniemy przypomnieć te właśnie techniki znane w branży złotniczej od ponad 150 lat. Prezentacje rozpoczniemy od najstarszej metody-platerowania na gorąco.
Trochę historii
Wynalezienie plateru przypisuje się Thomasowi Boulsoverowi z Sheffield (1742), który był producentem noży. Obserwując rozmaite przypadkowe procesy, zauważył, że miedź idealnie przylega do srebra, bo obydwa metale spojone ze sobą w wysokiej temperaturze pieca, a następnie rozwalcowane, zachowują pierwotną giętkość. W 1817 roku, inny Anglik John Turner zastosował technikę wytwarzania platerów srebrnych do platerowania blach miedzianych i mosiężnych folią wykonaną ze złota lub jego stopów. Wynalazek powstał w czasach ogromnego zainteresowania biżuterią ze złota. Plater będący tańszą alternatywą dla wyrobów wykonanych z litego złota uczynił wyroby sztuki złotniczej bardziej dostępne. Produkcja blach z metali nieszlachetnych platerowanych złotem pozwoliła na przemysłowe wytwarzanie wyrobów jubilerskich. Czas największego rozkwitu technik platerowania złotem przypada na czasy epoki wiktoriańskiej. Obowiązujący w tych czasach kanon mody preferował zdobienie stroju dużymi przedmiotami ze złota. To przekładało się na cenę wyrobu. Już w tedy oszczędzano na drogim złocie, stosując do platerowania coraz cieńsze folie z metalu szlachetnego. W tamtym czasie nie obowiązywały żadne regulacje prawne dotyczące grubości nakładanej warstwy złota jak i rodzaju zastosowanego stopu. Ten brak standardów doprowadził do znacznego zróżnicowania trwałości i wyglądu produkowanych wyrobów. W czasach Belle Epoque nastąpiła zmiana mody. Zaczęto projektować i wytwarzać małe formy złotnicze i delikatnej konstrukcji i możliwie jak najlżejsze. Stosowanie filigranu stało się powszechne. Tego typu biżuteria doskonale nadawała się do metody galwanicznego złocenia. Nowe techniki elektrochemicznego nakładania złota zaczęły stopniowo eliminować plater. Czasy Art Deco przyniosły modę na białe metale takie jak platyna i srebro. Spadło zainteresowanie złotą biżuterią, co spowodowało likwidację wielu zakładów produkujących złote platery. Na to nałożyły się również perturbacje związane w Wielkim Kryzysem lat trzydziestych ubiegłego wieku. Cena stała się ważnym czynnikiem dla tych, ktorzy planowali kupno biżuterii. Wyroby ze złota były tylko dla nielicznych - nawet te platerowane. Z nastaniem mody Modern Art, przypadającej na koniec kryzysu przyszło zainteresowanie wzorami Art Deco, ale wykonanymi w złocie. Największym rynkiem dla tego typu biżuterii okazał się rynek amerykański. To właśnie z tego rynku pochodzą pierwsze prawne uregulowania dotyczące złotych platerów. Według obowiązujących przepisów wyroby platerowane powinny być oznaczone literami GF ( Gold Filled) lub RGP (Rolled Gold Plate). Za złoty plater uważa się wyrób, w którym masa osadzonego złota jest nie mniejsza niż 5% masy całego wyrobu, a użyty do tego stop złota ma minimum 10 karatów. Przykładowo bransoletka oznaczona jako "1/20 14k GF" o łącznej wadze 40 gramów powinna być wykonana co najmniej z 14 karatowego złota. Masa nałożonej foli złotej nie może być niższa niż 2 gramy (40 gram podzielone przez 20). Pozostałe 38 gram to metale nieszlachetne, z których wykonany jest rdzeń, metalowe zawiasy i lutowania stosowane w produkcji wyrobu. W przypadków wyrobów platerowanych dwustronnie dopuszczono oznaczenie wskazujące na wymaganą masę nałożoną jednostronnie. Łączna masa nałożonego złota nie może być niższa niż 5% masy całego wyrobu. Oznaczenie „1/40 12k RGP” informuje, że platerowano każdą ze stron 12 karatowym zlotem o masie nie mniejszej niż 2,5% masy całego wyrobu. W polskim ustawodawstwie probierczym nie ma szczegółowych uregulowań dotyczących znakowania wyrobów platerowanych złotem. W praktyce stosuje się przepis zawarty w 12. artykule Prawa Probierczego, który mówi : „Art. 12. Wyroby z metali nieszlachetnych, pokryte powłoką z metali szlachetnych albo z wyglądu przypominające wyroby z metali szlachetnych, powinny być przez wytwórcę lub sprzedawcę oznaczone znakiem "metal" albo "met", albo w inny sposób uzgodniony z właściwym miejscowo urzędem probierczym.”
Proces platerowania złotem
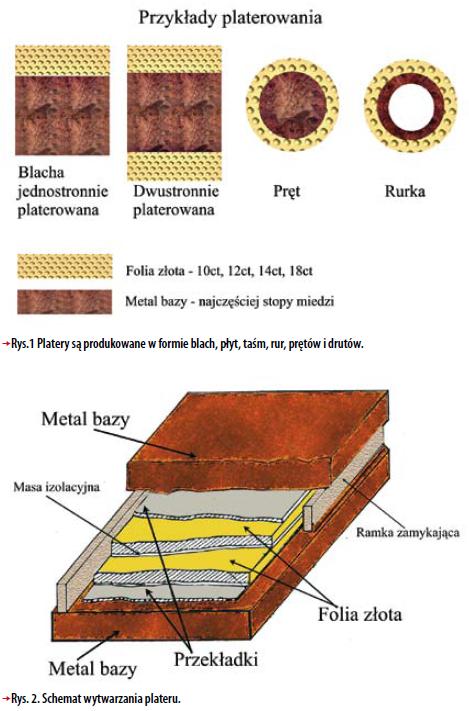
Platery są to materiały (określane też jako rodzaj kompozytów) składające się z dwóch lub więcej warstw rożnych metali trwale złączonych (nie dających się rozdzielić mechanicznie), co jest wynikiem działania temperatury, odkształcenia plastycznego, ciśnienia lub próżni podczas wytwarzania. Celem wytwarzania platerów jest uzyskanie kombinacji określonych właściwości, przy niższych kosztach niż zastosowanie litego materiału. Właściwości plateru, np. odporność na korozję, przewodność cieplną, ocenia się według odporności warstwy nałożonej i są one równe własnościom materiału jednorodnego, litego. Najczęściej dla potrzeb jubilerstwa plateruje się miedź i jej stopy, pokrywając stopami złota, srebrem, platyną i innymi metalami szlachetnymi. Platery są produkowane w formie blach, płyt, taśm, rur, prętów i drutów (rys 1.), przy czym platery mogą być jednostronne lub obustronnie, w zależności od warunków jakie musi spełniać element platerowany. Grubość nakładanych warstw, zależnie od rodzaju i przeznaczenia może wahać się od 1,5 - 15% grubości podłoża, co w praktyce oznacza, przy rożnych sposobach nakładania, grubości od kilku mikrometrów do kilku milimetrów.
Metal lub stop nakładany na podłoże może być w stanie roztopionym - w metodach odlewniczych (natapianie i obtapianie) albo w stanie stałym, - w metodach walcowania na zimno i na gorąco, platerowania wybuchem, naprasowywania. Trwałe połączenie metali wytworzone metodami nanoszenia stopionego metalu na podłoże jest wywołane przez nacisk wywierany na podłoże przez skurcz towarzyszący przejściu ze stanu ciekłego w stan stały, natomiast w technice platerowania bez stopienia nakładanego metalu lub stopu wykorzystuje się rożne formy odkształcenia – walcowanie, przeciąganie, tłoczenie. Poszczególne techniki platerowania różnią się stopniem odkształcania i ilością potrzebnego ciepła do utworzenia złącza i sposobem doprowadzenia metali do bezpośredniego dokładnego styku. Trwałe połączenie jest wynikiem zarówno nacisku wywieranego na podłoże przez dociskany metal nakładany jak i oddziaływania wyzwolonego ciepła podczas odkształcania, które przyspiesza dyfuzję oraz oddziaływania międzyatomowe obu materiałów w formie wymiany elektronów w obszarze łączonych powierzchni. Stosuje się je do łączenia metali i stopów o zbliżonym zakresie temperatur przeróbki plastycznej i dobrej obrabialności na gorąco. W jubilerstwie najczęściej jako podłoże stosuje się metale nieżelazne i ich stopy. Udział warstwy platerującej waha się w granicach od 5 - 50% całkowitej grubości plateru, ale najczęściej stosuje się platery z udziałem 10 - 25% warstwy platerującej. Podstawowym sposobem wytwarzania platerów jest metoda pakietowa, przedstawiona schematycznie na rys. 2 - schemat pakietu złożonego z dwóch płyt mosiężnych przeznaczonych do jednostronnego połączenia z folią złota, pomiędzy którymi umieszczono przekładki zapobiegające tworzeniu się kruchych faz międzymetalicznych na granicy połączenia. Oba zestawy w pakiecie oddzielone są cienką warstwą masy izolacyjnej zabezpieczającej przed zgrzaniem ze sobą płyt platerowanych, następnie pakiet umieszcza się w hermetycznie zamkniętej komorze wykonanej ze stali nierdzewnej, wyposażonej w system dokładnie kontrolowanej atmosfery. W piecu gazowym metal nieszlachetny i blacha złota zostają gwałtownie podgrzane do temperatury około 900 oC. Elementy podgrzane do wymaganej temperatury zostają natychmiast umieszczone w prasie hydraulicznej i poddane naciskowi około 175 atmosfer. Wytworzone w ten sposób elementy mogą być poddawane dalszej obróbce mechanicznej. Przyleganie warstwy złota jest tak silne, że gotowy platerowany element można lutować bez ryzyka rozwarstwienia. W przypadku wyżarzania więź między warstwą złota a metalem nieszlachetnym ulegnie wzmocnieniu w wyniku dyfuzji metali. W czasie obróbki platerowanych przedmiotów często zostają odkryte powierzchnie metalu nieszlachetnego i dlatego po zakończeniu montażu należy wyroby pokryć galwanicznie powłoką złota o wymaganej barwie. Jedną z wielu zalet platerów złotych jest to, że można nakładać warstwy o dowolnej barwie i zawartości składników stopowych. Wykonana z tego typu materiału broszka, łańcuch czy koperta zegarka nie wykazują przez wiele lat użytkowania śladów przetarcia warstwy złota.
Porównanie platerowania na gorąco z metodami galwanoplastycznymi
Platerowanie złotem na gorąco (tab. 1) stosowane jest do wytwarzania elementów o prostej konstrukcji takich jak papierośnice, koperty zegarków, oprawy okularowe jak i nieskomplikowane elementy biżuterii. Zaletą tej metody jest odporność mechaniczna detali i łatwość naprawy w przypadku uszkodzenia warstwy złota. Powłoka złota nadaje się do wielokrotnego polerowania bez ryzyka uszkodzenia metalu bazowego, a ewentualne ubytki można uzupełnić przez dolutowanie brakujących fragmentów.
Złocenie galwanoplastyczne (tab. 2) stosuje się przy wykonywaniu biżuterii o skomplikowanych kształtach lub elementów dekoracyjnych o dużych wymiarach. Po za tym jest znacznie tańsze niż platerowanie na gorąco. Pozłacane galwanicznie elementy nie jest łatwo naprawić lub przepolerować, bo naprawa często wiąże się z koniecznością ponownego pozłocenia wyrobu.