|
Moda na biżuterię z białego złota i platyny wpłynęła na większe zainteresowanie elektrolitami do galwanicznego nakładania pokryć z metali szlachetnych. Na rynku dostawców nowoczesnych elektrolitów do osadzania galwanicznego powłok z metali szlachetnych wybór jest ogromny. Najczęściej są to preparaty dostosowane do potrzeb przemysłowych i z tego względu nie zawsze dostępne dla małych zakładów złotniczych. W warunkach niewielkiej pracowni można sporządzić proste elektrolity do osadzania platyny czy rodu, korzystając z gotowych preparatów zawierających osadzany metal. Przestrzegam przed samodzielnym sporządzaniem soli platyny czy rodu, gdyż najczęściej powstałe na ich bazie kąpiele nie gwarantują sukcesu w postaci osadzenia zadowalającej jakości pokryć.
Jak zwykle o wyborze rodzaju pokrycia decydują koszty. Za wykorzystaniem platyny przemawia jej cena, niższa niż rodu.
Platynę można osadzić elektrolitycznie w kąpielach kwaśnych, obojętnych i alkalicznych. Wszystkie kąpiele do platynowania pracują w podwyższonej temperaturze, niektóre – w temperaturze bliskiej wrzenia.
Osadzanie platyny z kąpieli kwaśnych
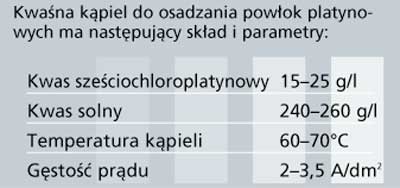
Kwaśne kąpiele chlorkowe, opracowane w latach pięćdziesiątych ubiegłego wieku, zawierają mocno kwaśne roztwory kwasu sześciochloroplatynowego H2[PtCl6]. Kąpiel ta jest łatwa do samodzielnego sporządzenia, również jej eksploatacja nie nastręcza problemów. Należy jedynie często kontrolować stężenie kwasu solnego, bowiem jego niedostateczny poziom powoduje pękanie osadzanej platyny. Zależność własności powłok od szybkości osadzania i stężenia kwasu solnego wytłumaczyć można skłonnością kwasu chloroplatynowego do hydrolizy, przy czym produkt tej hydrolizy może wbudowywać się w powłokę. Cofanie hydrolizy przez silniejsze zakwaszenie umożliwia otrzymywanie powłok, które wytrzymują nawet temperatury 800°C przez 45 minut. Powłoki osadzone w kąpielach mniej kwaśnych pokrywają się pęcherzykami już w temperaturze 600°C.
Stężenie platyny, w przeliczeniu na kwas sześciochloroplatynowy, może wahać się w granicach 15–25 g/l bez istotnego wpływu na wydajność prądową procesu.
Mieszanie kąpieli jest niewskazane, konwekcja występująca w temperaturze 70°C umożliwia otrzymywanie plastycznych powłok pod warunkiem przestrzegania zalecanych parametrów.
Kąpiel ta ma pewne własności mikrowyrównujące, jednak jej wadą jest znaczna agresywność, dlatego można ją stosować tylko do pokrywania wyrobów bez kamieni szlachetnych.
Sporządzenie kąpieli polega na rozcieńczeniu kwasu sześciochloroplatynowego wodą i zakwaszeniu kwasem solnym.
Anody z czystej platyny w warunkach pracy kąpieli, przy anodowej gęstości prądu 0,2–0,3 A/dm2, rozpuszczają się z wydajnością prądową powyżej 90%, gdy stężenie HCl jest większe od 160 g/l; poniżej 60 g/l anody się nie rozpuszczają.
Osadzanie platyny z kąpieli obojętnych
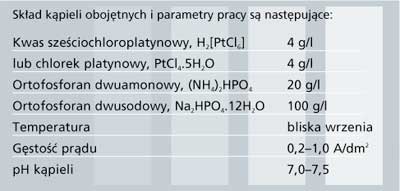
Obojętne kąpiele fosforanowe do platynowania, znane już od połowy XIX wieku, otrzymuje się z chloroplatynianu lub chlorku platynowego. Do kąpieli tych dodaje się stosunkowo duże ilości ortofosforanów – dwuamonowego i dwusodowego – jako soli przewodzących i buforujących.
Stężenie platyny odgrywa dużą rolę; wyższe umożliwia zwiększenie gęstości prądu i osadzanie grubszych powłok.
Sporządzanie kąpieli polega na kilkugodzinnym gotowaniu roztworu zawierającego kwas sześciochloroplatynowy (lub chlorek platynowy), ortofosforan dwusodowy i dwuamonowy. Podczas gotowania barwa roztworu zmienia się z pomarańczowoczerwonej na bladożółtą. Wytrącony na początku tego zabiegu osad pomarańczowego chloroplatynianu amonowego ulega powolnemu rozpuszczeniu podczas gotowania.
Konserwacja kąpieli polega przede wszystkim na uzupełnianiu jej platyną oraz fosforanami. Po każdym uzupełnieniu kąpiel należy przegotować. W miarę upływu czasu, gdy kąpiel ściemnieje, należy ją przefiltrować przez węgiel aktywny, wtedy barwa kąpieli przyjmuje ponownie odcień słomkowy.
Wydajność kąpieli wynosi 20–30%. Przy gęstości prądu 0,5 A/dm2 w ciągu godziny osadza się powłoka o grubości około 1 mikrometra (przy stężeniu chlorku platyny 10 g/l).
W procesie elektrolizy stosuje się anody nierozpuszczalne, platynowe lub palladowe.
Osadzanie platyny z kąpieli alkalicznych
Do osadzania powłok platynowych na tytanie najbardziej przydatna okazała się kąpiel dwuamminodwuazotynowa o składzie:
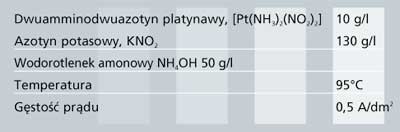
Przyrządza się ją w sposób następujący: wodny roztwór sześciochloroplatynianu potasowego miesza się z roztworem azotynu potasowego (nadmiar dziesięciokrotnym). Przy słabym ogrzewaniu platyna czterowartościowa ulega redukcji do platyny dwuwartościowej, przy czym procesowi temu towarzyszy wydzielanie się tlenków azotu. W roztworze powstaje związek kompleksowy czteroazotynoplatynin potasowy. Następnie, przez dodanie do tego roztworu amoniaku, po upływie pewnego czasu wytrąca się [Pt(NH3)2(NO2)2]w postaci krystalicznej masy o dużej objętości, którą oczyszcza się przez wielokrotną krystalizację z roztworu wodnego. W celu sporządzenia kąpieli osad dwuamminodwuazotynu platynawego rozpuszcza się w 5% roztworze amoniaku.
Czyste kryształy [Pt(NH3)2(NO2)2] otrzymuje się w postaci bladożółtych igieł. Związek ten zawiera około 60,5% metalu.
Prezentowany przegląd elektrolitów do platynowania nie wyczerpuje oferty rynkowej. Firmowe kąpiele pozwalają na osadzanie powłok o grubościach od kilku do kilkunastu mikronów. Zawarte w nich specjalne dodatki regulujące naprężenia w osadzanych warstwach sprawiają, że powłoki te nie pękają i są bardzo szczelne. Tak specjalistyczne i drogie kąpiele nie są potrzebne, gdy pragniemy nałożyć warstwy platyny jedynie w celu zmiany barwy wyrobu. Wystarczające okazują się pokrycia o grubościach 0,15 do 0,25 mikrometra – takie warstwy można z powodzeniem osadzić z opisanych powyżej kąpieli.
Autor jest profesorem, ekspertem z dziedziny elektrochemii metali szlachetnych.
|